
Når det kommer til belegg, er det én enkelt faktor som påvirker suksessen til en applikasjon mer enn noe annet; vedheft. Uten et sterkt feste til underlaget vil ethvert belegg være fundamentalt svekket og levetiden for valgt løsning kan bli redusert. Vi i Belzona ønsker å levere den støtte som kreves for å sikre at hver applikasjon blir vellykket.
For det første har vi brukt mange år på å forske på vedheft og utvikle produktene våre med dette i tankene – det meste av arbeidet er med andre ord allerede gjort! Alt som gjenstår, er å ta hensyn til noen få kjernepunkter under overflatebehandling og påføring; men før vi kommer inn på det, la oss snakke litt om vedheftsteori.
Teori for vellykkede applikasjoner
En kjernemetode for vedheft som brukes i Belzona-produkter er mekanisk vedheft, som bidrar betydelig til den totale bindingsstyrken. Det er kanskje ikke åpenbart, men på mikroskalanivå er de fleste overflater svært grove, med bratte topper og bunner over hele området. Mekanisk vedheft er avhengig av denne uregelmessigheten for å danne en binding.
Produktet påføres i flytende eller tyktflytende form, slik at det kan sive inn i alle de små hullene og skape det som er kjent som mekanisk sammenføyning. Når produktet stivner, låses det på plass, noe som skaper en veldig sterk binding over hele området.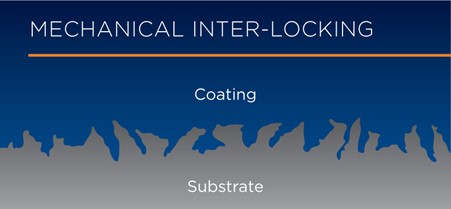
Vedheft kan forbedres og optimaliseres betraktelig ved hjelp av korrekte overflatebehandlingsteknikker. For å oppnå dette er det viktig å fjerne korrodert eller løst materiale, samt forurensninger som fukt, olje, salter og annet smuss. Slik forurensning vil forhindre at produktet kommer i kontakt med overflaten, og reduserer den totale vedheften.
I tillegg kan innestengt forurensning forårsake skade på underlaget, selv om et beskyttende belegg er plassert over toppen. Det andre punktet å merke seg, er at ved å bruke slipende overflatebehandling, slik som sandblåsing, økes ruheten på overflaten, noe som igjen forsterker effekten av den mekaniske sammenføyningen og fører til større vedheft.
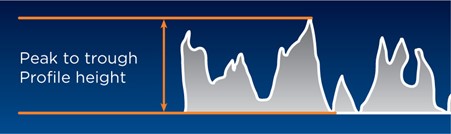
Ruheten eller "profilen" til en overflate uttrykkes som et mål for avstand, vanligvis gitt i mikrometer eller mikrotommer. Denne verdien representerer avstanden mellom den høyeste toppen og den laveste bunnen av overflaten. For optimal bindestyrke anbefales en minimum, gjennomsnittlig overflateprofil på 75 mikrometer (3 mikrotommer).
Overflate forberedelser
Nå som vi har etablert det vi ser etter innen overflatebehandling, kan vi fortsette med å ta for oss hvordan disse kriteriene kan oppnås. Nedenfor er metodene som brukes til å rengjøre og behandle en overflate for å forbedre bindingsstyrke, listet og rangert i rekkefølge etter effektivitet:
- Slipeblåsing – Fjerner olje, fett, kalkavleiring, korrodert metall, generelt smuss og de fleste andre typer forurensning, samtidig som det skapes en ru overflateprofil. Kantet slipekorn anbefales for best resultat. Dette er den eneste metoden for overflatebehandling som Belzona anbefaler før påføring av belegg som er bestemt til å fungere under nedsenkede forhold.
- Maskinering – Totalt sett er det ønskelig med en grov, uregelmessig finish, som fjerner det øverste laget av materiale og samtidig fjerner de fleste typer forurensning. Denne metoden er ideell for aksel-applikasjoner, da disse lett kan oppnås på en dreiebenk.
- Mekanisk sliping – Tillater en ru, uregelmessig overflate, som fjerner forurensning, som ved maskinering. Dette gir et godt resultat, men slipeblåsing gir en bedre overflateprofil. Ideell for scenarier der slipeblåsing ikke kan brukes, for eksempel hvor tilgangen til området er begrenset.
- Håndverktøy – Bra for å fjerne generell forurensning og korrodert materiale, men det kan vise seg å være vanskelig å fjerne maskineringsspon, så håndverktøy anbefales ikke for nytt metall. Videre reduseres det mekaniske bindingspotensialet med håndverktøy fordi det skaper en mindre enn ideell overflateprofil. Denne metoden er foretrukket for scenarier der kortsiktige/nød-reparasjoner utføres, eller i mykere metaller, som bly, hvor profilen lettere kan lages.
- Smergelpapir – Dette vil fjerne noe forurensning og gjøre mykere overflater ru, som bly. Den kan også brukes til å rengjøre og bearbeide overflater med eksisterende maling eller belegg før overmaling.
Kontakt alltid Belzona for råd om påføring over eksisterende maling og belegg
Der det er mulig, anbefaler Belzona også å bruke et industrielt avfettingsmiddel for å rengjøre overflaten før og etter overflatebehandling. Avfetting av overflaten før overflatebehandling vil fjerne mesteparten av fett og olje og forhindrer at dette legger seg inn i overflaten under klargjøringen.
Avfetting etter overflatebehandling fjerner eventuell endelig forurensning som kan ha blitt igjen på overflaten under klargjøring. Dette er nødvendig ettersom verktøyet som brukes til å bearbeide overflater ofte kan plukke opp og holde på forurensninger under klargjøringen, og derfor kan det fortsatt etterlates små mengder smuss på overflaten.
Hvis det oppdages saltforurensninger i overflaten, anbefales det å bruke høytrykkspyling. Dette fjerner effektivt eventuelle løselige salter som finnes i underlaget og skaper en foretrukket overflate som forbedrer ytelsen. I tillegg er hjelpemidler for fjerning av salt, slik som Saltaway, også tilgjengelige for å forbedre og fremskynde fjerning av salt.
Undersøkelse
Før enhver påføring er det viktig å inspisere kvaliteten på overflatebehandlingen. Det finnes en lang rekke standardiserte testmetoder for å kontrollere både renheten og profilen til overflaten. Når det gjelder metallsubstrater, anbefaler Belzona å innfri minst én av tre standarder for renslighet.
I utgangspunktet er det den visuelle standarden ISO 8501-1, som inneholder bilder av ståloverflater, behandlet med sandblåsing til forskjellige nivåer av renhet. Dessuten, for alle applikasjoner der sandblåsing brukes, anbefales det at følgende renhetsstandard møtes:
- ISO 8501-1 Sa 2 ½ svært grundig blåserensing
- Amerikansk standard nesten hvit finish SSPC SP 10
- Svensk Standard Sa ½ SIS 05 5900
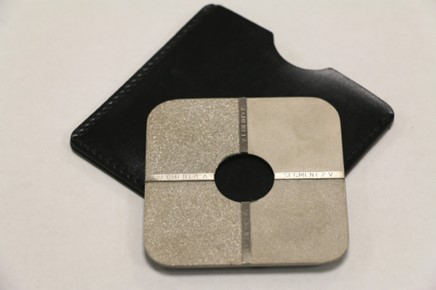
Du kan på samme måte måle overflateprofilen ved hjelp av visuelle metoder. ISO-komparatorer kan plasseres på overflaten som en visuell referanse for å tilnærme den oppnådde overflateprofilen. Disse komparatorene kommer i to typer - 'S'-type for kuleblåste overflater og 'G'-type for sandblåste overflater - så hva som velges er viktig. Denne metoden er god som en rask visuell referanse; den er imidlertid ikke særlig presis og derfor ikke ideell som inspeksjonsteknikk.
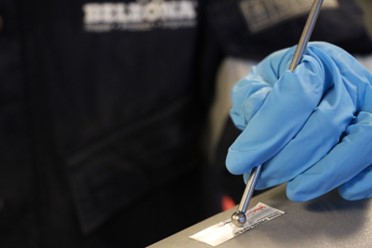
For en mer presis metode anbefaler Belzona å bruke Replica Tape. Dette er en liten stripe med selvklebende papir med en liten firkant av komprimerbar skumplast som er festet på. Strimmelen legges på det klargjorte underlaget og skummet gnis med et poleringsverktøy. Tykkelsen på skummet måles deretter ved hjelp av en mikrometer, som igjen fremhever overflateprofilen. For å få en mer nøyaktig gjennomsnittsavlesning, anbefales det at det tas fem målinger for den første kvadratmeteren (11 fot) og 1 for hver kvadratmeter deretter.
I scenarier der belegget vil være nedsenket i en væske, kreves sandblåsing. For disse bruksområdene er en minimum renhetsstandard på SA 2,5 og en minimum, gjennomsnittlig overflateprofil på 75 mikrometer avgjørende. Kontamineringsnivåer for salt er også spesifisert for applikasjoner som er bestemt for å operere under nedsenkede forhold.
Oppsummering
Når det gjelder vedheftsteori, kan man trygt å si at dette innlegget så vidt har pirket litt i overflaten. Imidlertid har det forhåpentligvis gitt deg et innblikk i viktige ting du bør se etter, som kan hjelpe deg med å forebygge uønskede situasjoner. Belzona er alltid tilgjengelig for å gi produktinformasjon og bruksveiledning. Hvis du har spørsmål, vennligst kommenter nedenfor, eller kontakt oss gjerne direkte.
